Slit Rolling Mill
Slit Rolling Mill
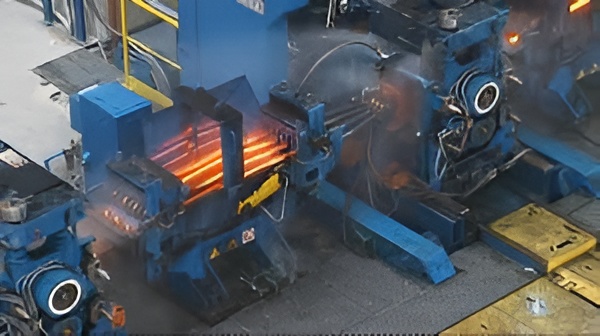
Slit rolling configurations are offered to increase output of small-diameter TMT bars while making full use of reheating capacity. Using dog-bone pass designs and slit passes, multiple strands are rolled through housingless finishing stands, followed by controlled cooling, flying shears, and walking-beam cooling beds.Typical Advantages:
- Significant power savings for slit sizes
- Fuel savings through reduced furnace discharge temperature
- Reduction in total number of stands and rolls required
Technical Specifications:
Nav Bharat Engineering Works Slit Rolling Mill – High-efficiency multi-strand system for small-diameter bars and rebars.- Capacity: 130-180 t/h (10 mm bars); 2-5 strand slitting.
- Speeds: Up to 130 m/s design; 90-100 m/s operational; 13-20 m/s finishing.
- Sizes: 5.5-20 mm dia (TMT bars, wire rods).
- Stands: Housingless, zero backlash, axial adjustment under load, auto screw-down.
- Slitting: Precise billet separation, independent strand control.
- Control: Hydraulic gauge (±0.15 mm), laminar cooling, loopers, quick roll change.
- Config: Reversing roughing + 5-7 finishing stands; PLC for tolerances.
Our Global Presence
